Milyen lépésekből áll a titánlemez hengerlési folyamata (például kezdeti hengerlés, meleghengerlés, hideghengerlés stb.)? Milyen típusú hengerművet használnak? Hogyan szabályozható a hengerlési hőmérséklet és a redukció a lemez egyenletes mikroszerkezetének és teljesítményének biztosítása érdekében?
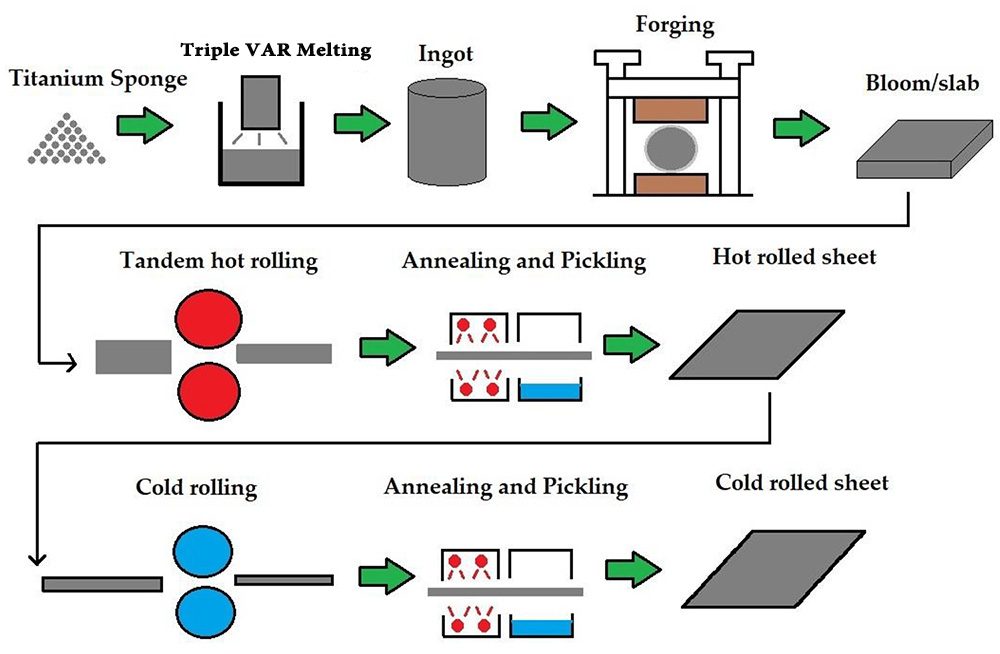
A titán hengerlését és titán ötvözet lemezek egy összetett folyamat, amely integrálja az anyagtudományt, a mechanikai vezérlést és a folyamatoptimalizálást. A folyamat folyamata három fő szakaszra osztható: kezdeti hengerlés, meleghengerlés és hideghengerlés. Minden szakasz egy adott hengermű berendezésnek és folyamatparaméternek felel meg.
(1) Kezdeti hengerlési szakasz
A kezdeti hengerlés általában kéthengeres megfordítható hengerművet használ. Fő feladata a titánötvözet ingot oszlopos kristályszerkezetének megtörése és a kezdeti képlékeny deformáció elérése. Ebben a szakaszban szigorúan ellenőrizni kell a tuskó melegítési hőmérsékletét (általában 30-50 ℃-kal a β fázis tartománya felett), és az öntési hibákat kis deformációs hengerléssel kell kiküszöbölni (menetenkénti csökkentés ≤15%). A Changzhou Bokang Special Material Technology Co., Ltd. jelentősen javította a kezdeti hengerlési szakasz mikroszerkezetének egységességét azáltal, hogy optimalizálta az öntvény homogenizálási folyamatát, és kombinálta a numerikus szimulációt a deformációs ellenállás előrejelzésére.
(2) Meleghengerlési fokozat
A meleghengerlés négyhengeres irreverzibilis hengerművet vagy univerzális hengerművet használ az α β kétfázisú tartományban nagy alakváltozási feldolgozás végrehajtására. Ebben a szakaszban a szemcséket dinamikus átkristályosítással finomítják, és a végső hengerlési hőmérsékletet (általában legalább 850 ℃) ellenőrizni kell, hogy biztosítsák az anyag plaszticitását. A dobozos fűtőkemencét indukciós fűtési kompenzációs rendszerrel együtt alkalmazzák a ±10 ℃ hőmérsékleti pontosság eléréséhez. A meleghengerlési menetcsökkentés eloszlása a "piramis" elvet követi, vagyis az első néhány menetben 20-25%-os csökkentést alkalmaznak, a további menetekben pedig fokozatosan 35-40%-ra nőnek, kombinálva a menetek közötti gyors vízhűtési folyamattal a túlzott szemcsenövekedés hatékony elkerülése érdekében.
(3) Hideghengerlési fokozat
A hideghengerlés négyhengeres vagy hathengeres hideghengerművel történik, elsősorban a lemez felületi minőségének és méretpontosságának javítása érdekében. Kis alakváltozású hengerlés többszöri menetét kell alkalmazni (egymenetes csökkentés ≤10%), közbenső lágyítási eljárással kombinálva, és a kumulatív deformáció elérheti a 80%-ot is. A Changzhou Bokang a görgős keresztezési technológia bevezetésével ±5 μm-re növelte a lemezalak szabályozási pontosságát. Az általa gyártott orvosi minőségű titánlemezek felületi érdessége Ra≤0,2μm, ami eléri a nemzetközi vezető szintet.
A titánhengerlő berendezés kiválasztása közvetlenül befolyásolja a végső lemez minőségét, és az anyagjellemzők szerint kell megtervezni:
(1) A hengermű típusának kiválasztása
Elsődleges hengermű: Zárt végű, kéthengeres megfordítható hengerművet használnak, amely hidraulikus AGC (automatikus vastagságszabályozás) rendszerrel van felszerelve, és a hengerátmérő arányát 1,8-2,2 között szabályozzák a harapási állapot optimalizálása érdekében
Meleghengermű: Négyhengeres irreverzibilis hengermű, 350-400 mm munkahenger átmérővel és 1400-1600 mm tartóhenger átmérővel, hajlító hengerrendszerrel és hengermozgató berendezéssel, a lemezalak szabályozási pontossága eléri a ±15 I-t.
Hideghengermű: UC/VC kombinált hengerrendszerű hathengeres hengerművet használnak, a közbenső henger tengelyirányú eltolási lökete ±150 mm, és lézeres sebességmérőt és vastagságmérőt használnak a zárt hurkú szabályozás eléréséhez.
(2) A tekercsrendszer anyagának optimalizálása
A munkahenger magas krómtartalmú vasbázisú ötvözetből (Cr12MoV) készül, a felületet pedig HV1200-nál nagyobb keménységű CrN/Al2O3 kompozit bevonattal permetezzük, amely hatékonyan ellenáll a titán tapadásának. A támasztógörgő végtelen hűtött öntöttvas centrifugális öntési technológiát alkalmaz, és a görgőfelület keménységi gradiens különbségét a HS15-ön belül szabályozzák, hogy biztosítsák a görgő alakjának stabilitását.
A hőmérséklet és a deformáció pontos szabályozása a kulcsa a titánlemez szerkezetének és teljesítményének egységességének biztosításához, és egy többparaméteres csatolásvezérlési modellt kell létrehozni.
(1) Hőmérséklet-szabályozó rendszer
Fűtési folyamat: Háromlépcsős fűtési rendszert alkalmaznak (600-700 ℃ előmelegítő szakasz / 850-950 ℃ szigetelési szakasz / 900-980 ℃ fűtési szakasz), és infravörös hőmérőt használnak a valós idejű hőmérséklet-figyelés eléréséhez.
Hengerlési folyamat hőmérséklet-szabályozása: A befejező hengerlési szakaszban hengeres permetező rendszert (vízmennyiség-szabályozási pontosság ±0,5 l/perc), és ellenállásfűtés kompenzációs rendszert használnak a hengerelt darab hőmérséklet-ingadozásának ±20 ℃-on belüli szabályozására.
Végső hengerlési hőmérséklet-szabályozás: A hőmérsékletmező eloszlását végeselemes szimulációval jósolják meg, és a menetek közötti hőmérsékleti várakozási idő modelljét állítják fel a hengerelt darab hőmérsékletének biztosítására. Győződjön meg arról, hogy a végső hengerlési hőmérséklet legalább 50 °C-kal a fázisátalakulási pont alatt van
(2) Algoritmus a redukció optimalizálására
Többmenetes redukciós eloszlás: Az anyagmunka keményedési modellje alapján egy genetikai algoritmust használnak a redukció eloszlásának optimalizálására minden egyes menetben, így biztosítva, hogy az egyes menetek deformációja "parabolikus" legyen.
Dinamikus redukciós beállítás: A gördülési erőt valós időben figyeli egy nyomásmérő, és a fuzzy PID vezérlő algoritmus segítségével automatikusan beállítja a csökkentést, hogy kompenzálja a hengerrés visszapattanását (kompenzációs pontosság ±0,02 mm)
A deformáció korlátozásának szabályozása: Állítson fel egy kritikus redukciós kritériumot (ε_c=0,6σ_s/K), ahol K az anyagfeldolgozási keményedési együttható, ügyeljen arra, hogy az egyszeri csökkentés ne haladja meg a kritikus érték 85%-át
(3) A szerkezet egységességét biztosító intézkedések
Szemcseméret-szabályozás: Szabályozza a dinamikus átkristályosítási térfogatfrakciót a Z paraméterrel (Z=ε·exp(Q/RT)), és tartsa a Z értéket 10-15 között, hogy egyenletes, egyenlő tengelyű szemcséket kapjon.
Textúra optimalizálása: Használjon kereszthengerlési eljárást (a lemezt 45°-ban forgassa el menetenként), kombinálva az aszinkron hengerlési technológiával (a vonalsebesség különbsége a felső és az alsó hengerek között 10-15%), hogy hatékonyan gyengítse az alapfelület textúráját
Maradék feszültség szabályozása: A húzófeszültség-nyomófeszültség váltakozó hengerlési folyamata, kombinálva a stressz relaxációs kezeléssel a lágyítás során, ±20 MPa-on belül szabályozza a maradék feszültséget
A titánlemez hengerlési folyamata megköveteli a teljes folyamatot lefedő minőségellenőrző hálózat kiépítését. A Changzhou Bokang átment az ISO9001/ISO13485 rendszertanúsítványon, és háromszintű minőségellenőrzési rendszert épített ki a "nyersanyag-ellenőrzés-folyamat-felügyelet-késztermék-tesztelés"-ből:
Online érzékelés: lemezalakmérővel, vastagságmérővel, felületérzékelővel felszerelve, a vastagságtűrés ±0,02 mm és a lemezalak tűrés ±8I online ellenőrzése érdekében
Szervezetfelismerés: Az EBSD technológiát használják a szemcse orientációjának elemzésére annak biztosítására, hogy az ASTM Grade 8 szemcsemérete ≥90% legyen.
Teljesítményellenőrzés: A mechanikai tulajdonságokat szakítópróbával, ütőpróbával és korróziós teszttel igazolják. Az orvosi minőségű titánlemez szakítószilárdsága ≥850 MPa, a nyúlása pedig ≥18%, ami megfelel az ASTM F136 szabványnak
Roncsolásmentes tesztelés: Az ultrahangos fázisú tömb technológiát a belső hibák észlelésére használják, hogy biztosítsák a 100%-os hibaészlelési arányt
Jelenleg a titánlemez-hengerlési technológia három fő fejlődési trendet mutat:
Intelligens görgetés: A digitális ikertechnológia segítségével virtuális gördülő modell jön létre a folyamatparaméterek online optimalizálása érdekében;
Near-net formázási technológia: Az ultravékony titánlemez folyamatos hengerlési technológiájának kifejlesztése a 0,016 hüvelykes ultravékony lemezek folyamatos gyártásához;
Zöld gyártási technológia: Az elektroplasztikus hengerlési (EPR) technológiát a hengerlési hőmérséklet 30-50°C-kal történő csökkentésére és az energiafogyasztás csökkentésére használják.
 Érdeklődjön tőlünk
Érdeklődjön tőlünk
 Nyelv
Nyelv